1. Introduction to Mobile Coal Crushing and Screening Stations
1.1 What Is a Mobile Coal Crushing and Screening Station?
A mobile coal crushing and screening station is a self-contained, movable processing system built for on-site coal handling at mines, stockyards, and transfer points. It integrates feeding, crushing, screening, and conveying on a mobile chassis, requiring no permanent foundation or fixed installation. Designed for coal’s low hardness and low abrasion properties, the unit delivers flexible, fast-deployable particle sizing and grading. As a standalone solution, it adapts to shifting work zones and supports quick startup for temporary or remote coal production projects.
1.2 Core Benefits Over Stationary Systems
Mobile coal processing units outperform traditional stationary lines by eliminating repeated raw material transportation, the biggest cost driver in coal processing. Instead of hauling coal to centralized fixed plants, operators process ore directly at mining faces and stockpiles, cutting fuel, labor, and time costs significantly. The mobile design also removes heavy foundation work and complex site planning, shortening project timelines and lowering upfront capital expenditure. It is ideal for variable mining layouts and short-cycle projects that make fixed infrastructure uneconomical.
1.3 Key Coal Industry Application Scenarios
This portable equipment suits nearly all coal production environments. It handles immediate post-blasting processing in open-pit coal mines to streamline continuous mining workflows. In raw coal preparation workshops, it performs primary grading and impurity removal to optimize downstream refining. Its compact, safe structure also fits underground chamber operations. Additionally, it serves temporary stockyard sorting, remote field processing, and mobile transfer station material handling, covering both permanent and short-term coal mining operations.

2. Core Equipment and Classification
2.1 Main Coal Crushing Equipment
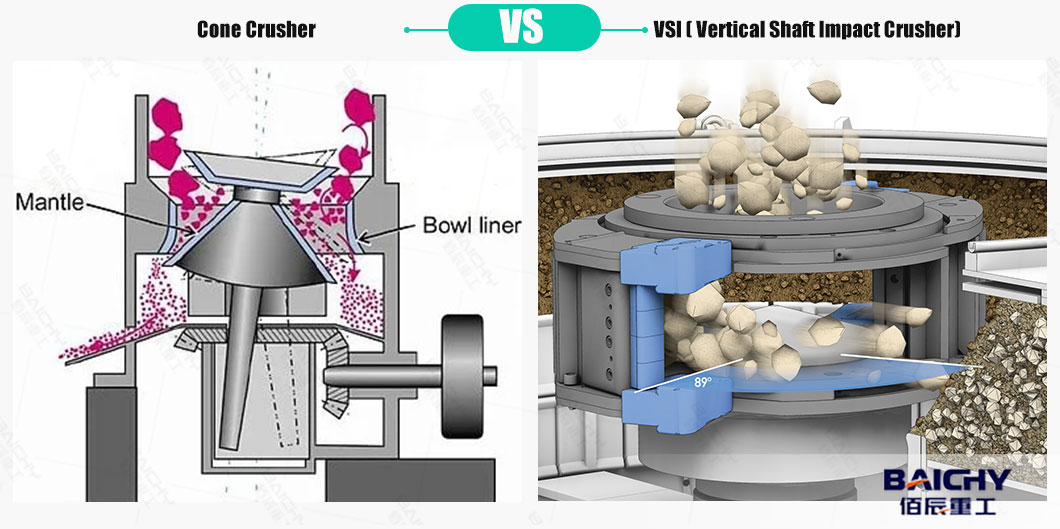
Coal-focused mobile crushing systems adopt targeted crusher types for different processing stages. Mobile jaw crushers handle primary coarse crushing for large raw coal blocks with a standard 150mm maximum feed size. Mobile impact and cone crushers deliver uniform fine crushing for secondary and tertiary grading. Unlike hard rock crushing setups, coal operations widely use toothed roller crushers, which reduce over-crushing, lower power consumption, and preserve intact coal particle structures. This tailored configuration improves finished product quality while avoiding unnecessary material pulverization and waste.
2.2 Mobile Screening Equipment
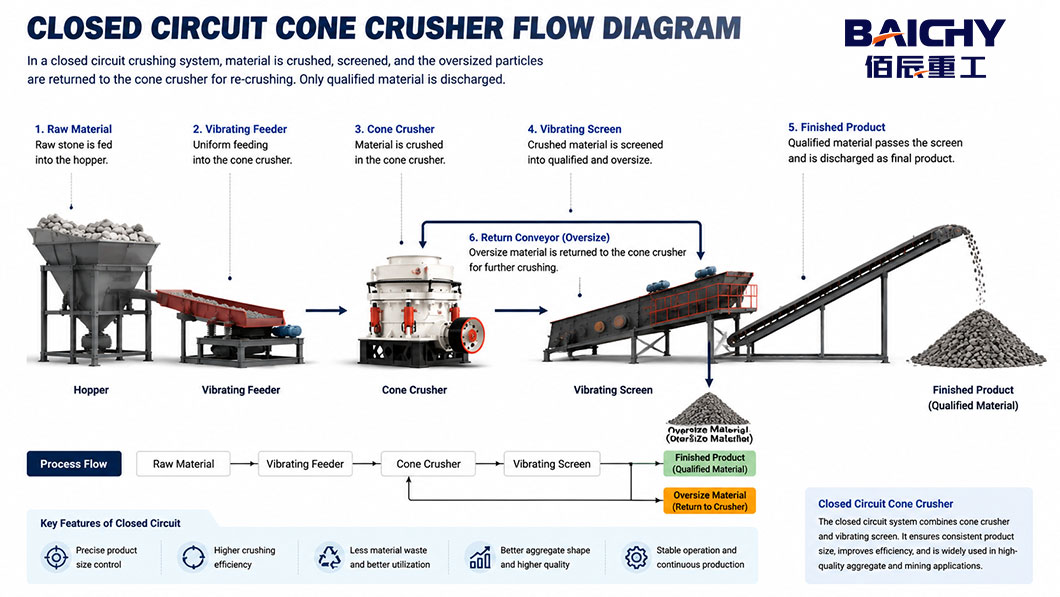
Mobile vibrating screens act as the core grading component for integrated coal processing stations. Equipped with multi-layer mesh decks, they accurately separate crushed coal into coarse, medium, and fine grades for power coal, coking coal, and industrial coal uses. The screens effectively filter coal gangue and debris to improve product purity. Paired with mobile crushers, they form a closed-loop system that reprocesses unqualified oversized particles. This continuous screening and reprocessing ensures consistent product specifications and higher overall coal resource utilization rates.
3. Technical Specifications & Performance Parameters
3.1 Processing Capacity and Feeding Size
Standard mobile coal crushing and screening stations deliver a stable processing capacity of 300 tons per hour, matching most medium-scale coal mining demands. Custom high-capacity and compact low-output models are available for large industrial projects and small temporary operations respectively. Standard units support a 150mm maximum feed size, while upgraded large-caliber versions directly handle oversized raw coal blocks. This eliminates pre-crushing steps, simplifies on-site workflows, and improves overall processing efficiency for diverse raw coal conditions.
3.2 Power System Configuration
Two mainstream power configurations balance safety and flexibility for coal operations. Explosion-proof electric drive systems are preferred for underground and enclosed mine environments, offering low energy consumption and zero emissions to meet strict coal safety standards. Diesel-electric hybrid systems serve open-pit sites and locations without stable grid power, utilizing high-rated engines for independent all-weather operation. This dual-power design allows operators to adapt to variable site power conditions and maximize equipment availability across different mining zones.
3.3 Mobile Mode and Site Adaptability
Mobile coal stations feature two chassis types for different terrain and transfer needs. Tracked crushing units navigate rugged, muddy, and sloped mine terrain without paved roads, perfect for advancing open-pit mining faces and complex underground passages. Wheeled or towable models support fast highway transportation and frequent cross-site relocation with simple hoisting and deployment. Operators can select chassis styles based on terrain complexity, transfer frequency, and project duration to optimize on-site mobility and construction efficiency.
4. Core Advantages & Operational Features
4.1 High Flexibility and Low Infrastructure Cost
Mobile coal processing stations require no fixed foundation, enabling rapid on-site deployment and flexible position adjustment as mining zones advance. Unlike fixed lines that demand costly concrete construction and long-term site planning, mobile units drastically reduce early-stage infrastructure investment. They adapt well to scattered coal resources, short-term mining contracts, and temporary stockyard tasks, delivering higher economic flexibility for small-to-medium mines and project-based operations.
4.2 Stable Operation and Low Downtime
Optimized for continuous coal processing, modern mobile stations feature reinforced structures and wear-resistant components to withstand long-hour operation. Their modular integrated design reduces mechanical fault points compared to split fixed systems. Built-in intelligent monitoring supports real-time status tracking and early fault warnings, enabling proactive maintenance and minimizing unplanned shutdowns. Reliable stable output ensures consistent coal production and improves overall mining operational efficiency.
4.3 Strong Adaptability to Harsh Conditions
Engineered for harsh mining environments, these mobile units resist dust, moisture, and corrosion with full protective component designs. Tracked chassis adapt to soft ground and uneven slopes where ordinary equipment cannot operate stably. Whether in cold northern open-pit mines or humid southern coalfields, the system maintains steady processing performance year-round. Its extreme condition tolerance ensures reliable operation in the variable, harsh working environments typical of coal mining sites.
4.4 All-in-One Integrated Design
The fully integrated structure combines feeding, crushing, screening, conveying, and intelligent control into one compact mobile unit. It realizes one-stop raw coal processing from feeding to finished stockpiling without extra auxiliary equipment. Built-in closed-loop conveying systems eliminate manual handling and intermediate material transfer links. This streamlined layout simplifies on-site operation, cuts labor costs, saves workspace, and raises the overall automation level of primary coal processing workflows.

5. Equipment Selection Key Factors
5.1 Coal Material Characteristics
Coal’s low hardness and low abrasion determine optimal crusher selection. Toothed roller and impact crushers avoid excessive pulverization, preserving coal particle integrity and reducing waste. For raw coal mixed with hard gangue and rock impurities, jaw crushers are recommended for durable primary crushing. Operators must also evaluate coal moisture and impurity levels to select anti-blocking screen meshes and avoid screening jams, ensuring stable and efficient continuous processing.
5.2 Output and Particle Size Requirements
Production scale and finished coal specifications dictate equipment model selection. Standard 300t/h units suit medium-scale mines, while large projects require customized high-capacity configurations. Different downstream uses demand specific particle sizes: power coal needs uniform medium particles, and chemical fine coal requires tertiary fine crushing. Matching crusher and screen combinations to target grading standards prevents unqualified products and ensures consistent production quality.
5.3 On-Site Field Conditions
Site infrastructure and terrain directly impact equipment performance. Sites with stable grid power prioritize electric explosion-proof models for lower operation costs and higher safety. Remote off-grid mines require diesel-electric hybrid power for independent operation. Rugged terrain fits tracked stations, while flat highway-accessible sites suit wheeled towable units. Operators must also consider workspace size, slope limits, and local environmental rules for compliant deployment.
5.4 Budget and Long-Term Operating Costs
Effective selection balances upfront procurement cost and long-term operational expenses. Basic low-cost models fit short-term, small-budget projects, while high-end intelligent units deliver better long-term value for large-scale continuous mining. Buyers should evaluate equipment energy consumption, wear part costs, maintenance difficulty, and service life. Premium branded mobile stations have higher initial investment but lower failure rates and downtime losses, improving long-term project profitability.
6. Workflow & Application Cases
6.1 Standard Operational Workflow
Mobile coal processing follows a simple closed-loop workflow. Loaders or excavators feed raw coal into the automatic feeding system for uniform, quantitative delivery. Raw coal enters primary crushers for coarse reduction before being transferred to mobile vibrating screens for multi-grade classification. Qualified finished coal is conveyed to stockpiles, while oversized unqualified particles loop back to crushers for reprocessing. This automated closed system ensures consistent product quality and efficient continuous production.
6.2 Typical Industry Applications
Mobile coal stations are widely used in global mining operations. Open-pit mines deploy them for on-site raw coal processing to eliminate long-distance haulage and material accumulation. Coal preparation plants use them for pre-grading and impurity removal to optimize coal washing efficiency. They also support abandoned mine resource recovery by processing residual coal and gangue, plus temporary coal yard sorting and emergency material handling thanks to their flexible rapid deployment capability.
7. Safety & Environmental Protection
7.1 Coal-Specific Safety Design
Targeted safety features address coal’s flammable dust risks. All electrical components adopt mine explosion-proof certification to prevent spark ignition. Sealed processing cabins and transmission structures reduce coal dust leakage. Built-in overload protection, emergency stop, and fault alarm systems avoid equipment failure and safety incidents. Combined with standardized operating procedures and regular inspections, these designs eliminate major hidden dangers in high-dust coal processing environments.
7.2 Dust and Noise Control
Modern mobile coal stations adopt green environmental protection configurations. Integrated multi-stage dust suppression combines water spray and negative pressure dust collection to capture floating coal dust and reduce air pollution. Optimized transmission structures and mute motors lower operational noise to meet emission standards. Closed-loop material processing avoids material leakage and waste, achieving eco-friendly, low-carbon coal production without sacrificing processing efficiency.




 2026-07-17
2026-07-17













 86-15093113821
86-15093113821
 86-15093113821
86-15093113821
